内蒙古机电职业技术学院
- NETR是读取指令,是把远程PLC的数据读取到本地PLC中。( )
- 加工单元用到的笔型气缸初始位置为活塞杆缩回。( )
- 在触摸屏上能够显示各单元是处于单机还是联机工作状态。( )
- 反射式光电传感器的光发射器和光接收器处于相对位置,面对面安装。( )
- 电磁阀线圈应接在PLC的位元件 M上。( )
- PLC高速计数器不受PLC循环扫描周期的影响。( )
- 按钮应该接在PLC的输出端点上。( )
- 输送单元左右极限开关均是有触点的微动开关,用来提供越程故障时候的保护信号。( )
- 落料机构落料时,顶料气缸先伸出,然后挡料气缸再缩回。完成落料后,挡料气缸伸出,顶料气缸缩回。( )
- 光电传感器的接收端不能直接正对很强的光源。( )
- 供料单元用到两个笔形气缸,其作用是顶料和推料。( )
- 人机界面TPC7062K供电电源为24V直流电源。( )
- 在YL-335B整机工作时,各单元均需处于联调操作模式。( )
- 抓取机械手装置从供料站出料台抓取工件,抓取的顺序是:手臂伸出→手爪夹紧抓取工件→提升台上升→手臂缩回。( )
- 光电式接近开关的引出为三线式,其中黑色线接PLC的输入点。( )
- 分拣单元选用西门子 S7-200-224 XP AC/DC/RLY PLC,共 14点输入和10点输出,没有模拟量输入、输出点。( )
- 加工单元用到的薄型气缸初始位置为活塞杆缩回。( )
- 在分拣单元中用到多个气缸,初始位置均为活塞杆缩回。( )
- S7-200 PLC的PTO最多支持100个包络,每个包络最大允许29个步。( )
- 在输送单元,用到了两个双电控二位五通换向阀,其初始位置就是上次动作时阀芯的位置。( )
- 供料单元用到的笔型气缸,其初始位置都为活塞杆缩回状态。( )
- 光电传感器能安装在水、油、灰尘多的地方。( )
- 分拣单元程序初态检查通过的条件是三个气缸活塞杆都处于缩回状态。( )
- 在MCGS中,用数据对象来描述系统中的实时数据,用对象变量代替传统意义上的值变量,把数据库技术管理的所有数据对象的集合称为实时数据库。( )
- 系统运行过程中,按下输送单元的急停按钮,则系统立即全线停车。( )
- 可以使用 STEP 7-Micro/WIN 软件中的“网络读写向导”来生成网络读写程序,且只有在 PPI 通信中作为主站的 CPU 才需要用 NETR/NETW 向导编程。( )
- 在加工单元程序中用到了加工控制子程序,该子程序为单流程的顺序控制。( )
- 供料单元中用了三个二位五通电磁阀。( )
- 加工单元中用了三个两位五通电磁阀。( )
- 在输送单元,伺服电机端采用的增量式编码器脉冲数为2500p/r,分辨率10000,输出信号线数为5根线,接线时采用屏蔽线,距离最长不超过30M。( )
- 光电式接近开关类型包括:( )
- 安装供料单元时,首先把供料单元各零件组合成整体安装时的组件,然后把组件进行组装,组合成的组件包括:( )
- 装配站下料过程的初始状态中,如果料仓上已经有足够的小圆柱零件,则还需满足哪些初始条件才能开始下料过程?( )
- 按照YL-335B自动生产线工作单元安装位置图进行整机安装时,需要注意以下几点:( )
- 输送单元主要包括( )等部件。( )
- 松下MHMD022P1U永磁同步交流伺服电机的含义正确的是:( )
- MM420变频器参数设定时,假设参数P0004设定值=0 ,需要把设定值改变为7,改变设定数值的步骤包括:( )
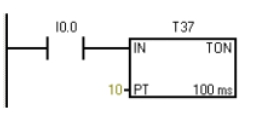
- 对于下面程序段的说明,正确的是:( )。( )
- 借助位控向导组态PTO输出时,需要用户提供一些基本信息,包括:( )
- 如图所示,YL335B分拣站使用的三相交流减速电机的速度、方向控制采用西门子通用变频器MM420,其电气连接中,三相交流电源经( )输出到交流电动机。( )
- 安装加工单元时,首先把加工单元各零件组合成整体安装时的组件,然后把组件进行组装,组合成的组件包括:( )
- 三相异步电动机若在启动前有一相断电,将( )。( )
- 供料站中,推料气缸动作需要哪些先决条件。( )
- 在S7-200PLC中,顺控指令有哪几部分组成?( )
- 构成气动三联件的元件是。( )
- 三相异步电动机的调速方法有( )。( )
- 加工单元安装时需要注意:( )
- PLC输入接口将( )等产生的开关量信号或模拟量信号,转换成数字信号送给CPU。( )
- PLC安装接线时应注意以下几点:( )
- 以下关于PPI通信技术描述正确的是( )。( )
- 触摸屏由控制器和检测装置组成,检测装置的部分主要用于( )。
- 根据旋转编码器产生脉冲方式的不同,可以分为( )类。( )
- S7-200PLC的CPU224有( )个高速计数器。( )
- 哪种气缸由于径向尺寸较大,需要进气气流有较大压力,使用的气管较粗。( )
- 供料单元中用了( )个二位五通电磁阀。( )
- 光纤传感器可实现对不同颜色物体的检测,当灵敏度( )时,可分辨黑白色物体。( )
- 当各工作单元通过网络互联,构成一个分布式的控制系统时,对于采用西门子S7-200系列PLC的设备,YL-335B的标准配置是采用 ( )协议的通信方式。( )
- 供料单元中共用了( )个光电式接近开关。( )
- 装配单元中用到CPU型号为( )。( )
- 使用顺序控制指令,PLC需要用到顺序控制继电器为。( )
- 输送单元用到了( )个限位开关。( )
- YL-335B自动生产线空气压力要求为( )MPa。( )
- 在PLC程序运行时,主程序中SM0.0常开触点。( )
- 漫射式光电开关利用光照射到被测工件上后( )光线而工作。( )
- 在PPI网络配置中,NETR是( )指令。( )
- 供料单元中,用于判断料仓中物件有无的传感器为。( )
- 装配单元中共用了( )个光电式接近开关。( )
- Profibus DP总线的最多支持的节点数为。( )
- 在PLC程序运行时,主程序中常开触点SM0.1。( )
- MM420变频器参数中,回复出厂值得参数是( )。( )
- 装配单元中共用了( )个气动执行元件。( )
- YL-335B型自动化生产线上使用的单向节流阀为排气节流型,如果想使气缸活塞伸出的速度变慢,应该( )单向节流阀。( )
- 下面不属于基本逻辑运算的是。( )
- S7-200只有Q0.0和( )具有高速脉冲输出功能,不用高速脉冲输出时,作为普通的数字量输出点用。( )
- 在加工单元中用到了急停按钮,其( )触点接到PLC输入点上,在程序中使用( )触点调用加工控制子程序。( )
- 输送单元PLC型号为( )。( )
- 对于高速计数器HC0,其控制字节为( )。( )
- 漫反射光电开关的工作原理是,利用光照射到( )上后反射回来的光线而工作的。( )
A:对 B:错
答案:对
A:对 B:错
答案:错
A:错 B:对
答案:对
A:错 B:对
答案:错
A:错 B:对
答案:错
A:错 B:对
答案:对
A:错 B:对
答案:错
A:对 B:错
答案:对
A:错 B:对
答案:对
A:错 B:对
A:错 B:对
A:错 B:对
A:错 B:对
A:错 B:对
A:对 B:错
A:错 B:对
A:对 B:错
A:错 B:对
A:对 B:错
A:错 B:对
A:对 B:错
A:对 B:错
A:对 B:错
A:对 B:错
A:对 B:错
A:对 B:错
A:对 B:错
A:错 B:对
A:错 B:对
A:对 B:错
A:对射式光电开关 B:镜反射式光电开关 C:光纤式光电开关 D:漫反射式光电开关
A:出料台和料仓底座组件 B:冲压机构组件 C:推料机构组件 D:铝合金型材支撑架组件
A:伸缩气缸处于缩回状态,气爪处于松开状态 B:顶料气缸处于缩回状态 C:挡料气缸处于伸出状态 D:装配机械手的升降气缸处于提升状态
A:以输送单元气动机械手爪完全伸出长度为基准,以其气动摆台旋转90°、垂直于导轨时手爪中心为基准点,确定各分站底板的间距。 B:经微调后用地脚螺栓固定在工作台上,地脚固定螺栓要先初步固定,待位置确定后再次固定,要注意底板螺栓对角紧固。 C:在空白的自动线工作台上首先安装输送单元的两根平行直线导轨。 D:各站彼此间距要以YL-335B自动生产线工作单元安装位置图为准。
A:PLC模块 B:抓取机械手装置 C:直线运动传动组件 D:拖链装置 E:接线端口 F:按钮/指示灯模块
A:2表示电压规格为220V B:P表示编码器为增量式编码器 C:02表示电机的额定功率为20W D:MHMD表示电机类型为大惯量
A:按
 键访问参数
B:按
键访问参数
B:按 键直到显示出P0004
C:键确认并存储参数的数值
D:按或
键直到显示出P0004
C:键确认并存储参数的数值
D:按或 键达到所需要的数值7
E:按键进入参数数值访问级
键达到所需要的数值7
E:按键进入参数数值访问级
A:当I0.0为“1”时定时器开始计时 B:当I0.0状态为“1”持续1s后T37线圈变为“1” C:当I0.0为“0”时定时器复位
D当I0.0为“0”时T37当前值寄存器及触点状态均可保持
A:包络中的步 B:加速和减速时间 C:最大速度和启动/停止速度 D:选择包络的操作模式
A:交流接触器 B:变频器 C:空气断路器 D:熔断器
A:滑动加工台组件装配 B:出料台和料仓底座组件 C:加工机构组件装配 D:推料机构组件
A:电机仍会按原来方向运转 B:也会过热 C:能听到嗡嗡声 D:不能启动
A:物料台没有物料 B:顶料气缸顶料到位 C:供料筒底部有物料 D:物料充足
A:SCRE B:SCRT C:END D:SCR
A:油雾器 B:空气过滤器 C:减压阀 D:干燥器
A:变频调速 B:变极调速 C:变转差率调速 D:驱动器调速
A:安装直线导轨副要轻拿轻放,避免磕碰,以免影响导轨副的直线精度,不要将滑块拆离导轨或超过行程又推回去。 B:如果加工组件部分的冲压头和加工台上工件的中心没有对正,可以通过调整推料气缸旋入两导轨连接板的深度来进行对正。 C:安装滑动机构时要注意调整两直线导轨的平行,调整时要一边移动安装在两导轨上的安装板,一边拧紧固定导轨的螺栓。 D:机械机构固定在底板上的时候,需要将底板移动到操作台的边缘, 螺栓从底板的反面拧入,将底板和机械机构部分的支撑型材连接起来。
A:电磁阀 B:按钮 C:行程开关 D:传感器
A:PLC接线应使用合适的导线及接线护套。 B:PLC的I/O接线要与动力线可靠隔离。 C:PLC输出点连接感性负载时要配备浪涌保护电路。 D:PLC的每个电气连接点上的连线应不超过两根。 E:PLC接线端子处不可以露铜。 F:PLC的I/O点与外部器件连接时要使用接线端子过渡。
A:接线多 B:点对点串行通信 C:每次只传送一位二进制数 D:传输速度较慢 E:不利于长距离传输数据
A:接收CPU发来的命令并加以执行 B:检测用户触摸位置 C:将触摸信号发送到触摸屏控制器 D:将触摸信息转换成触点坐标
A:增量式 B:复合式 C:单向式 D:绝对式
A:4 B:7 C:6 D:5
A:气动手指 B:导向气缸 C:摆动气缸 D:薄型气缸
A:3 B:2 C:4 D:5
A:不用调 B:调高 C:都可以 D:调低
A:MPI B:Profibus-DP C:PPI D:Profinet
A:2 B:4 C:3 D:5
A:CPU224 AC/DC/DC B:CPU226 AC/DC/RLY C:CPU226 AC/DC/DC D:CPU224 AC/DC/RLY
A:V B:M C:Q D:S
A:3 B:5 C:4 D:2
A:0.4 B:0.6 C:0.9 D:0.5
A:在第一个扫描周期接通后续周期不在接通 B:一直接通 C:在第一个扫描周期不接通 D:一直断开
A:折射 B:衍射 C:干涉 D:反射
A:写网络 B:网络读 C:网络写 D:读网络
A:电感式接近开关 B:光纤传感器 C:光电传感器 D:磁性开关
A:4 B:5 C:6 D:3
A:126个 B:5个 C:127个 D:32个
A:一直断开 B:在第一个扫描周期接通,后续周期不再接通 C:一直接通 D:在第一个扫描周期不接通
A:P0000 B:P0004 C:P0970 D:P0001
A:3 B:6 C:4 D:5
A:顺时针调节气缸无杆侧 B:逆时针调节气缸有杆侧 C:顺时针调节气缸有杆侧 D:逆时针调节气缸无杆侧
A:或 B:与 C:非 D:真
A:Q0.2 B:Q0.4 C:Q0.3 D:Q0.1
A:常闭 常开 B:常闭 常开 C:常开 常开 D:常闭 常闭
A:CPU226AC/DC/RLY B:CPU224AC/DC/RLY C:CPU224AC/DC/DC D:CPU226DC/DC/DC
A:SMB137 B:SMB147 C:SMB37 D:SMB47
A:感光元件 B:被测工件 C:光敏电阻 D:光敏二极管
温馨提示支付 ¥5.00 元后可查看付费内容,请先翻页预览!