- 在供料单元的工件仓底座安装有一个磁电式传感器,其作用是检测工件原材料是否为金属材料,以便在分拣过程中根据要求将其放入指定的分拣区域。( )
- 增量式编码器是直接利用光电转换原理输出三组方波脉冲A、B和Z相;A、B两组脉冲相位差90,用于辩向。( )
- 将P0010设置为1时可以进入快速调试,且仅当快速调试有效时,才能修改电机的参数。( )
- 气泵是用来产生具有足够压力和流量的压缩空气并将其净化、处理及存储的一套装置,气泵的输出压力可通过其上的过滤减压阀进行调节。( )
- 装配单元的功能是完成工件的冲压加工动作。( )
- 供料单元设备上电和气源接通后,若工作单元的两个气缸均处于伸出位置,且料仓内有足够的待加工工件,则“正常工作”指示灯HL1常亮,表示设备准备好。否则,该指示灯以1Hz 频率闪烁。( )
- 光电编码器它被广泛应用于数控机床、回转台、伺服传动、机器人、雷达、军事目标测定等需要检测角度的装置和设备中。( )
- 数字量传感器是一种能把被测模拟量直接转换为数字量输出的装置,它不能直接与计算机系统连接。( )
- 在Y1-335B上,伺服驱动装置工作于位置控制模式,S7—226的Q0.0输出脉冲作为伺服驱动器的位置指令,脉冲的频率决定了伺服电机的旋转速度,即机械手的运动速度。( )
- 加工单元是将料仓内的黑色或白色小圆柱工件嵌入到工件中。( )
- 按驱动方式来分,可分为单作用气缸和双作用气缸。单作用气缸只有一个方向的运动靠气压传动,活塞的复位靠弹簧力或重力;双作用气缸活塞的往返运动全都靠压缩空气来完成。( )
- 配机械手是整个装配单元的核心。当装配机械手正下方的回转物料台料盘上有小圆柱芯件,机械手就开始执行装配操作过程。( )
- 再进行电动机额定参数设置完成之后,需重新将P0010设置成0,结束快速调试。( )
- 数字光栅传感器被广泛应用于数控机床等闭环系统的线位移和角位移的自动检测以及精密测量方面,测量精度可达几纳米。( )
- 关于组态与S7-200PLC通讯时设备窗口中通用串口父设备说法正确的是( )。
- 气动压力控制阀用来控制气动控制系统中压缩空气的压力,以满足各种压力需求或节能,将压力减到每台装置所需的压力,并使压力稳定保持在所需的压力值上。压力控制阀主要有( )。
- 电磁阀按阀切换通道数目的不同可以分为( )。同时,按阀芯的切工作位置数目的不同又分为二位阀和三位阀。
- 装配单元用到的气缸有( )。
- 下面属于加工台滑动机构上的部件是( )。
- 下列端子号中,属于西门子MM420变频器的数字量输入接线端子的是( )。
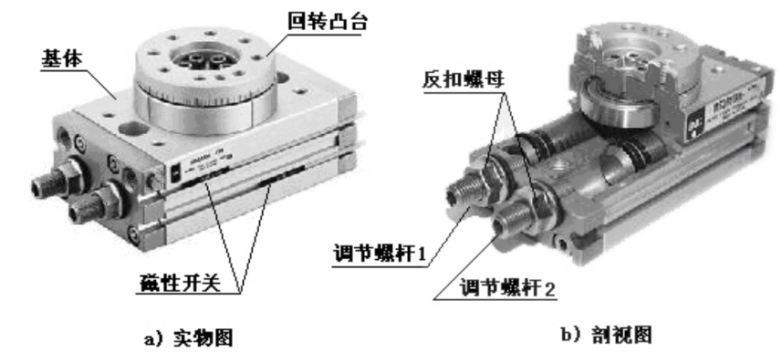
- 在装配单元中,回转台由气动摆台和两个料盘组成,气动摆台能驱动料盘旋转最多( )度。
- 触摸屏中的频率给定输入框数据对象应与S7-200PLC的哪个通道建立连接( )。
- 在加工单元所使用的电磁阀是属于( )。
- P0004用于实现参数过来功能,想要能够查看到所有参数,应将其值设置为( )
- 在装配单元中,气动摆台使用的气缸是属于( )。
- YL-335B自动生产线由供料、输送、装配、加工和分拣等5个工作站组成,各工作站均设置一台PLC承担其控制任务,各PLC之间通过RS485串行通信的方式实现互连,构成( )的控制系统。
- 在工程应用中,( )主要用于生产系统中位移、温度、压力、流量及液位等常见模拟量的检测。
- 高速计数器HSC0的当前值和预置值存储地址为( )
- ( )电磁阀是气动控制中最主要的元件,它是利用电磁线圈通电时静铁芯对动铁芯产生电磁吸引力使阀切换以改变气流方向的阀。根据阀芯复位的控制方式,又可以分为单电控和双电控两种。
- ( )是利用光电效应制成的开关量传感器。
- 西门子MM420变频器恢复出厂设置时,应如何进行参数设置( )。
- 二位五通单控电磁换向阀的图形符号是( )。
- 测得脉冲当量为0.273mm,当工件从下料口中心线移至传感器中心时,测得距离为117.5mm,则旋转编码器约发出脉冲数为430个。( )
- 输送站侧的接线端口的接线端子采用三层端子结构,上层端子用以连接DC24V电源的+24V端,底层端子用以连接DC24V电源的0V端,中间层端子用以连接各信号线。( )
- 电容式接近开关一般应用在一些尘埃多、易接触到有机溶剂及需要较高性价比的场合中。( )
- 增量式光电编码器直接利用光电转换原理输出A、B和Z相3组方波脉冲信号,A、B两组脉冲相位差90度,从而可方便地判断出旋转方向,z相为每转一个脉冲,用于基准点定位,其测量精度取决于码盘的刻线数,但结构相对于绝对式复杂,价格贵。( )
- 气动手爪的开闭一般是由气缸活塞产生的往复直线运动带动与手爪相连的曲柄连杆、滚轮或齿轮等机构,驱动各个手爪同步进行开、闭运动。主要针对机械手的用途而设计,用来抓取工件,实现机械手的各种动作。( )
- 磁性开关的安装位置可以调整,调整方法是松开它的紧定螺栓,让磁性开关顺着气缸滑动,到达指定位置后,再旋紧紧定螺栓。( )
- 在自动化设备中,磁性开关主要与内部活塞或活塞杆上安装有磁环的各种气缸配合使用,用于检测气缸等执行元件的两个极限位置。( )
- 三位五通阀有三个工作位置,五个通路。( )
- 三相电机是传动机构的主要部分,电动机转速的快慢由变频器来控制,其作用是带传送带从而输送物料。( )
- 在供料单元底座和装料管第4层工件位置,分别安装了一个漫反射式光电开关。它们的功能是检测料仓中有无储料或储料是否足够。( )
- 按照输送站PLC的I/O接线原理图和规定的I/O地址接线。为接线方便,一般应该先接上层端子,后接下层端子。( )
- 双电控电磁阀,在两端都无电控信号时,阀芯在弹簧力的作用下会被复位。( )
- 双作用气缸中,活塞的往复运动均由压缩空气来推动。通过双腔的交替进气和排气驱动活塞杆伸出和缩回,气缸实现往复直线运动,活塞前进或后退都能输出力。( )
- 加工单元所用的薄型气缸其中一个特点是行程长。( )
- 光电接近开关主要用于自动包装机、自动灌装机、自动封装机、自动或半自动装配流水线等自动化机械装置。( )
- 当设置变频器参数P0970=30,P0010=1时,可以将西门子MM420变频器恢复出厂设置。( )
- 在气动控制系统工程应用中,经常将分( )组合在一起使用,此装置俗称启动三联件。
- 下面属于加工单元的组成部分的是( )。
- 在气动控制系统中,控制元件控制盒调节压缩空气的压力、流量和流动方向,以保证执行元件具有一定的输出力和速度,并按设计的程序正常工作。控制元件主要有( )。
- 触摸屏中的启动按钮应与PLC中的哪个通道建立连接( )。
- 根据气路连接的专业规范要求,描述不正确的是。( )
- 是S7-200 CPU 最基本的通信方式,通过原来自身的端口(PORT0 或PORT1)就可以实现通信,是S7-200 默认的通信方式的是( )
- 在加工单元中,共有单电控电磁阀( )个。
- 西门子200系列本体提供了两个应用库MAP SERV Q0.0和MAP SERV Q0.1分别用于( )的脉冲输出
- 由于( )基于涡流效应工作,所以它检测的对象必须是金属。
- 修改完电机的参数,还需将P0010设置为0才算结束快速调试,电机进入准备运行状态。( )
- 西门子MM420变频器有三个数字量输入接线端子,分别为IN1、IN2和DIN3。( )
- 为了方便使用,每一磁性开关上都装有动作指示灯。当没有检测到磁信号时,输出电信号,指示灯亮。( )
- 绝对式光电编码器通过读取编码盘上的二进制编码信息来表示绝对位置信息,二进制位数越少,测量精度越高,输出信号线对应越少,结构就越复杂,价格也就越高。( )
- 若在运行中料仓内工件不足,则工作单元继续工作,但“正常工作”指示灯HL1闪烁,“设备运行”指示灯HL2保持常亮。( )
- 变频器参数设置为P0700=1,P1000=1时,可以实现BOP面板控制变频器启停,面板给定变频器频率。( )
- 装配单元的功能是完成将该单元料仓内的黑色或白色小圆柱工件嵌入到放置在装配料斗的待装配工件中的装配过程。( )
- 输送站拖链中的气路管线和电气线路可以敷设在一起,但长度要略长于拖链。( )
- 本设备所使用的气缸都是带光电开关的气缸。这些气缸的缸筒采用导磁性弱、隔磁性强的材料,如硬铝、不锈钢等。在非磁性体的活塞上安装一个永久磁铁的磁环,这样就提供了一个反映气缸活塞位置的磁场。( )
- 为了很好的应用库文件,需要在运动轨迹上添加三个限位开关分别是参考点接近开关和两个边界限位开关。( )
- 为了在分拣时准确推出工件,要求使用( )作定位检测。并且工件材料和芯体颜色属性应在推料气缸前的适应位置被检测出来。
- 在装配单元中,装配机械手上共使用了( )个气缸。
- 西门子MM420变频器参数中,能够改变变频器启停控制方式选择的是( )。
- 供料单元的推料气缸和顶料气缸分别安装了两个( ),分别用于指示推料和顶料到位、推料和顶料复位。
- ( )光电开关是利用光照射到被测物体上后反射回来的光线而工作的。
- 电动机的铭牌上标示着额定功率为25W,则在设置变频器参数时,需要将参数设置为( )。
- 对网络上的每一台PLC,需要设置其通信端口参数,对用作PPI 通信的端口(PORT0 或PORT1),指定其地址(站号)和波特率,设置后把( )下载到该PLC。
- MADDT 1207003伺服驱动器的控制端口CNX5有6路开关量输出,只用到了CNX5_37(ALM)伺服报警;有2路脉冲量输入,在YL335B中分别用做脉冲和方向指令信号连接到S7-226PLC的高速输出端( )
- YL-335B装配单元的顶料气缸初始状态是缩回的。( )
- 双作用气缸结构简单,输出力稳定,活塞行程可根据需要选择,双向作用的力和速度可根据需要调节,但由于是利用压缩空气交替作用于活塞上实现伸缩运动的,回缩时压缩空气的有效作用面积较小,所以产生的力要大于伸出时产生的推力。( )
- 根据旋转编码器产生脉冲的方式的不同,可以分为增量式、绝对式和复合式三大类,自动线上常采用增量式编码器。( )
- 根据光电编码器的工作原理,可以将其分为绝对式光电编码器和增量式光电编码器两种。( )
- YL-335B自动化生产线的加工单元的功能是向生产线提供原料。( )
- 气动手爪用于在各个工作站物料台上抓取/放下工件。由一个二位五通单向电控阀控制。( )
- Q0_x_CTRL功能块执行中,在程序中若输入超出(Velocity_SS,Velocity_MAX)范围的脉冲频率,将会被Velocity_SS或Velocity_MAX所取代。( )
- MCGS组态操作时,在组态“循环策略”时,默认的循环时间为60000ms。( )
- 按钮应该接在Q0.0端子上。( )
- 西门子MM420变频器参数中通过设置P1120和P1121可以改变电动机的斜坡上升和胁迫下降时间。( )
- 是A/B相正交计数器,其输入的两路计数脉冲的相位差为π/4(与光栅、磁栅和光电编码器的输出相匹配)的是( )
- ( )是将被测量的非电学量转化为模拟量电信号的传感器。它检测在一定范围内变化的连续数值,发出的是连续信号,用电压、电流、电阻等表示被测参数的大小。
- ( )光电接近开关的光发射器与光接收器为一体化的结构,在其相对的位置上安置一个反射镜,光发射器发出的光以反射镜是否有反射光线被光接收器接收来判断有无物体。
- 在YL-335B自动线上,加工单元所使用的PLC是属于( )输出类型PLC。
- 漫反射式光电接近开关的可调性很好,其敏感度可通过其背后的旋钮进行调节。( )
- 为了能对料仓供料不足和缺料时报警,在塑料圆管底部和底座处分别安装了2个漫反射光电传感器。( )
- 导线在端子上的压接,以用手稍用力外拉不动为宜。( )
- 数字光栅传感器是根据标尺光栅与指示光栅之间形成的莫尔条纹制成的一种脉冲输出数手式传感器。( )
- 按照接收器接收光的方式的不同,光电式接近开关可分为对射式、反射式和漫射式3种。这3种形式光电接近开关的检测原理和方式基本相同。( )
- 单作用气缸结构简单,耗气量少,在缸体内安装了弹簧,缩短了气缸的有效行程,活塞杆的输出力随运动行程的增大而减小,弹簧具有吸收动能的能力,可减少行程终端的撞击作用;一般用于短行程和对输出力与运动速度要求不高的场合。( )
- 同步轮齿距为5mm,共12 个齿即旋转一周搬运机械手位移60mm。( )
- 当设置变频器参数P700=2,P1000=2时,可以实现变频器外部模拟量控制功能。( )
- 根据自动化生产线安装与调试项目专业技术规范,第一根绑扎带离电磁阀组气管接头连接处 60 mm+/- 5 mm。( )
- 磁性开关的位置要根据控制对象的要求调整。( )
- 左右两极限开关LK2 和LK1 的动合触点分别连接到PLC 输入点I0.2 和I0.1。必须注意的是,LK2、LK1 均提供一对转换触点,它们的静触点应连接到公共点COM,而动断触点必须连接到伺服驱动器的控制端口CNX5 的CCWL(9 脚)和CWL(8 脚)作为硬联锁保护,目的是防范由于程序错误引起冲极限故障而造成设备损坏。( )
- 在应用MAP SERV Q0.0库时,一些输入输出点的功能是被预先定义的,以下说法正确的是( )。
- 西门子MM420变频器参数中,实现变频器多段速控制时能够给定固定频率的参数是( )。
- ( )简称为磁性接近开关或磁性开关,其工作方式是当有磁性物质接近磁性开关传感器时,传感器感应动作,并输出开关信号。
- 在气中动控制系统中,气动( )是一种将压缩空气的能量转化为机械能,实现直线、摆动或者回转运动的传动装置。
- 导向气缸行程调整板用于调节气缸的行程,调节方法是( )。
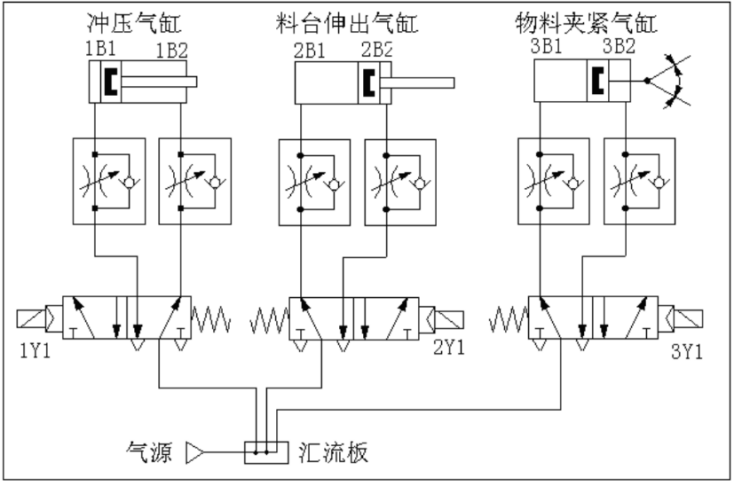
- 加工单元加工台伸缩气缸初始位置为,气动手指初始位置为,冲压气缸初始位置为。( )
- 在加工单元中,如果冲压头和加工台上的工件的中心没有对正下列处理方法正确的是( )。
- 气动摆台角度只能在0-90度可调。( )
- 传感检测技术是实现自动化的关键技术之一,通过传感检测技术能有效实现各种自动化生产设备大量运行信息的自动检测,并按照一定的规律转换成与之相对应的有用电信号进行输出。( )
- 用于判别分拣单元入料口放入工件的芯体材料是否为金属时,应在传感器支架上安装光纤传感器。( )
- YL-335B上选用直线导轨是( )。
- 装配单元中的PLC连接了________________输入设备,____________________输出设备( )。
- 一个完整的气动控制系统基本由气压发生器即气源装置、执行元件、控制元件、辅助原件、检测装置以及控制器等6部分组成。( )
- 冲压台的工作过程是:当工件到达冲压位置既伸缩气缸活塞杆缩回到位,冲压缸带动冲头伸出对工件进行冲压加工,完成加工动作后冲压缸缩回,为下一次冲压做准备。( )
- 光电编码器是一种角度(角速度)检测装置,它将输入给轴的角度量,利用光电转换原理转换成相应的电脉冲或数字量,具有体积小、精度高、工作可靠和接口数字化等优点。( )
- 光电编码器通过读取光电编码盘上的图案或编码信息来表示与光电编码器相连的测量装置的位置信息。( )
- 加工单元的功能是通过把待加工工件在加工台夹紧,移送到加工区域冲压气缸的正下方实现对工件的冲压加工,然后把加工好的工件重新送出,从而完成工件加工过程。( )
- 气动系统中常用的执行元件是气缸和气马达。气缸用于实现连续回转运动,气马达则是实现直线往复运动。( )
- YL-335B的加工单元所使用的气动手指是( )。
- 伺服驱动器报警AL380的原因( )。
- 电磁控制换向阀易于实现电—气联合控制,能实现远距离操作,在气动控制中广泛使用。在使用双电控电磁阀时应特别注意,两侧的电磁铁不能同时得电,否则将会使电磁阀线圈烧坏。为此,在电气控制回路上,通常设有防止同时得电的连锁回路。( )
- 电容式接近开关利用自身的测萤头构成电容器的一个极板,被检测物体构成另一个极板,当物体靠近接近开关时,物体与接近开关的极距或者介电常数发生变化,引起静电容量发生变化,使得和测量头连接的电路状态也相应地发生变化,并输出开关信号。( )
- 感应同步器是应用定尺与滑尺之间的电磁感应原理来测量直线位移或角位移的一种精密传感器。( )
- 加工单元使用漫反射式光电接近开关检测物料台的工件。( )
- 磁性开关有蓝色和棕色2根引出线,使用时蓝色引出线应连接到PLC输入端,棕色引出线应连接到PLC输入公共端。( )
- 经测得脉冲当量μ为μ= 0.27 mm,则表示工件每移动0.27mm,光电编码器就发出一个脉冲。( )
- 导线线端应该处理干净,无线芯外露,裸露铜线不得超过1mm。一般应该做冷压插针处理。线端应该套规定的线号。( )
- 在调节光纤传感口器的灵敏度时,顺着“MAX"方向调节灵敏度调高,而顺着"MIN"的方向调节灵敏度调低。( )
- 当设置变频器参数P700=2,P1000=3时,可以实现变频器多段速控制功能。( )
- 用高速计数器编程,可以不用在上电第 1 个扫描周期调用HSC_INIT 子程序,以定义并使能高速计数器。( )
- 供料单元主要由控制系统和供料装置两部分组成。供料装置安装在工作台上,控制系统安装在工作台下方的抽屉中,装置侧的信号通过接线端子排与控制系统相连。( )
- S7—200有6个均可以运行在最高频率而互不影响的高速计数器HSC0~HSC5,6个高速计数器又分别可以设置12种不同的工作模式,其计数频率与PLC的扫描周期无关。( )
- 数字量传感器具有测量精度和分辨率高、抗干扰能力强、稳定性好、易于与计算机接口、便于信号处理和实现自动化测量以及适宜远距离传输等优点,在一些精度要求较高的场合应用极为普遍。( )
- 每当待分拣工件下料到进料口,电机开始启动时,必须对HC0 的当前值(存储在SMD38 中)进行一次清零操作。( )
- 薄型气缸是一种行程短的气缸,缸筒与无杆侧端盖铆接成一体,杆盖用弹簧挡圈固定,缸体为方型。( )
- 光电接近开关在安装时,可以安装在永、油、灰尘多的地方,应回避强光及室外太阳光等直射的地方,注意消除背景物景的影响。( )
- 双作用气缸是指压缩空气仅在气缸的一端进气,并推动活塞运动,而活塞的返回则借助于其他外力如重力、弹簧力等。( )
- 感应同步器具有对环境温度和湿度变化要求高、测量精度高、抗干扰能力强、使用寿命长和便于成批生产等优点,在各领域应用极为广泛。( )
- 光纤传感器在接线时,将其黑色导线接入电源DC24V。( )
- 电磁阀应该接在PLC输入端点上。( )
- 工业装备上常用的数字量传感器主要有( )(在实际工程中应用最多的是)等。
- 分拣单元采用的旋转编码器分辨率为1000线,电动机主动轴的直径为d=30mm,下列说法正确的是( )。
- 导向气缸的特点有( )。
- 下列参数设置中能够实现多段速控制功能的是( )。
- 进入全线运行模式之前,需做好如下哪些准备( )。
- 加工单元用到的检测元件除磁性开关外,还有( )。
- 抓取机械手装置是一个能实现三自由度运动的工作单元,它能够实现的四维运动为( )
- P0003用于定义用户访问参数组的等级,下列说法正确的是( )
- 在自动化设备中,应用较为广泛的主要有( )等
- 光纤传感器的优点有( )。
- 伺服驱动器报警AL210的原因( )。
- 为了使气缸的动作平稳可靠,应对气缸的运动速度加以控制,常用的方法是使用( )单向节流阀来实现。
- ( )是气动系统中通过改变压缩空气的流动方向和气流通断来控制执行元件起动、停止及运动方向的气动元件。
- 装配单元使用了几个漫反射光电传感器。( )
- 在装配单元中,装配机械手是一个能实现( )维度运动的机构。
- 在加工单元中,共安装了用于位置检测的磁感应接近开关有( )个。
- 西门子MM420变频器参数中,能够改变变频器频率给定方式的是( )。
- 在加工单元中,用于急停处理的按钮是( )。
- 旋转编码器是通过光电转换,将输出至轴上的机械、几何位移量转换成( )的传感器,主要用于速度或位置(角度)的检测。
- 原点接近开关是一个无触点的( )传感器,用来提供直线运动的起始点信号。
- 下列端子号中,属于西门子MM420变频器的模拟量输入接线端子的是( )。
- ( )在气动系统中通过改变气变阀的流通面积来实现对流量的控制,以达到控制气缸运动速度或者控制换向阀的切换时间和气动信号的传递速度。
- 光纤式光电接近开关的放大器灵敏度调节范围较大,下列说法正确的是( )。
- 在应用MAP SERV Q0.1库时,一些输入输出点的功能是被预先定义的,以下说法正确的是( )。
- ( )根据生产过程的需要将工件仓中待加工的工件自动推到物料台上,以便输送站的机械手将其抓取并送往其他单元进行加工。
- 如若设置电动机的斜坡上升时间P1120,需将P0004设置成何值,可以快速找到该参数( )。
- 在加工单元中,指示灯所需要的电压是( )。
- 在装配单元中,装配台用于安装光纤放大器的螺孔大小是( )。
- MM420变频器的频率与S7-200PLC的模拟量输出电压成正比关系,对应关系如下( )。
- 在STEP7 V4.0 软件命令菜单的指令导向中,NETR指令是( )
- MCGS组态操作时,在组态“循环策略”时,默认的循环时间为( )
- 交流伺服电机的旋转方向不像感应电动机可以通过交换三相相序来改变,必须保证驱动器上的U、V、W、E接线端子与电机主回路接线端子按规定的次序一一对应,否则可能造成驱动器的损坏。( )
- 伺服电动机又称执行电动机,在自动控制系统中,用做执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。( )
- 用于传递全局参数,每个扫描周期都需要被调用的功能块是( )
- MADDT 1207003伺服驱动器的控制端口CNX5有2路脉冲量输入,在YL335B中分别用做( )信号连接到S7-226PLC的高速输出端Q0.0和Q0.1( )
- 在Y1-335B上,伺服驱动装置工作于位置控制模式,S7—226的Q0.0输出脉冲作为伺服驱动器的位置指令,脉冲的数量决定伺服电机的旋转位移,即机械手的直线位移。( )
- 在应用MAP库时,一些输入输出点的功能是被预先定义的,以下说法正确的是( )。
- 为了很好的应用库文件,需要在运动轨迹上添加三个限位开关分别是( ),
- 下列哪些是松下伺服驱动器的控制运行方式( )。
- 网络读写指令可以向远程站发送或接收16 个字节的信息,在CPU 内同一时间最多可以有8 条指令被激活。( )
- 仅当快速调试有效时,才能修改电机的参数,参数如何设置才能进入快速调试。( )
- 西门子MM420变频器的模拟量输入接线端子为( )。
- 测得脉冲当量为0.273mm,当工件从下料口至1号槽中心时,测得距离为167.5mm,则旋转编码器约发出脉冲数为614个。( )
- 用于判别分拣单元入料口放入工件的芯体颜色属性是否为白色芯时,应在传感器支架上安装光纤传感器。( )
- 用于判别分拣单元入料口放入工件材料是否为金属工件时,应在传感器支架上安装磁性开关。( )
- 西门子MM420变频器恢复出厂设置时,应将参数P0010设置为30,将P0970设置为1。( )
- 旋转编码器是通过( ),将输出至轴上的机械、几何位移量转换成脉冲或数字信号的传感器,主要用于速度或位置(角度)的检测。
- 实现外部端子控制变频器启停,PLC给定变频器频率的参数设置为( )。
- 分拣单元采用的旋转编码器分辨率为500线,电动机主动轴的直径为d=43mm,下列说法正确的是( )。
- 根据旋转编码器产生脉冲的方式的不同,可以分为三大类,分别是( )。
- 在装配单元中,用于提供小圆柱体工件的机构是管型料仓。( )
- 装配单元的阀组( )个二位五通单电控电磁换向阀组成。
- 下面列出的各机构组件,属于装配单元的是( )。
- 在装配单元中,待装配工件的检测元器件是磁性开关。( )
- 在装配单元中,警示灯引出线的黑色线是( )。
- 在装配单元中,警示灯引出线的黄色线是( )。
- 在装配单元中使用的光纤放大器,若使得它能检测到白色物料、检测不到黑色物料,通常应( )来实现。
- 在装配单元中,警示灯引出线的黄绿交叉线通常是( )。
- 在装配单元的侧面安装有一个警示灯,它是由( )三种颜色组成的警示灯。
- 在装配单元中,管型料仓机构侧面安装了两个传感器用于小圆柱体工件的检测,它们是属于光电传感器。( )
- 加工站用来检测工件是否已夹紧的传感器是( )。
- 电缆线路不能和气体管道走一个线槽里。( )
- 在加工单元中用到了急停按钮,其( )触点接到PLC输入点上,在程序中使用( )触点调用加工控制子程序( )。
- 西门子S7-200 CPU226CN DC/DC/DC型PLC的输出回路必须是直流24V负载。( )
- 加工站用来检测有无待加工工件的传感器是( )。
- 下列操作跟解决加工台滑动机构伸缩不顺畅相关的是( )。
- 加工单元中用的冲压气缸是( )。
- 在加工单元中,使用的光电传感器共有( )。
- 关于加工单元的功能描述正确的是( )。
- 顺序控制段传递指令的操作码是( )。
- 出料台面开有小孔,出料台下面设有一个圆柱形漫射式光电传感器,工作时向上发出光线,从而透过小孔检测是否有工件存在,以便向系统提供本单元出料台有无工件的信号。在输送单元的控制程序中,就可以利用该信号状态来判断是否需要驱动机械手装置来抓取此工件。( )
- 供料单元的两个电磁阀是集中安装在汇流板上的。汇流板中两个排气口末端均连接了消声器,消声器的作用是减少压缩空气在向大气排放时的噪声。( )
- 供料单元根据生产过程的需要将工件仓中待加工的工件自动推到物料台上,以便输送站的机械手将其抓取并送往其他单元进行加工。( )
- 本设备所使用的气缸都是带( )的气缸。这些气缸的缸筒采用导磁性弱、隔磁性强的材料,如硬铝、不锈钢等。在非磁性体的活塞上安装一个永久磁铁的磁环,这样就提供了一个反映气缸活塞位置的磁场。
- 供料站的主令信号和工作状态显示信号来自控制模块,它由( )组成,工作方式选择开关SA应置于“单站方式”位置。
- 供料单元的执行气缸是双作用气缸,因此控制它们工作的电磁阀需要有两个工作口、两个排气口以及一个供气口,故使用的电磁阀均为二位五通单电控电磁阀。( )
- 供料站设备上电和气源接通后,若工作单元的两个气缸均处于( ),且料仓内有足够的待加工工件,则“正常工作”指示灯HL1常亮,表示设备准备好。否则,该指示灯以1Hz 频率闪烁。
- 在供料单元的工件仓底座安装有一个( ),其作用是检测工件原材料是否为金属材料,以便在分拣过程中根据要求将其放入指定的分拣区域。
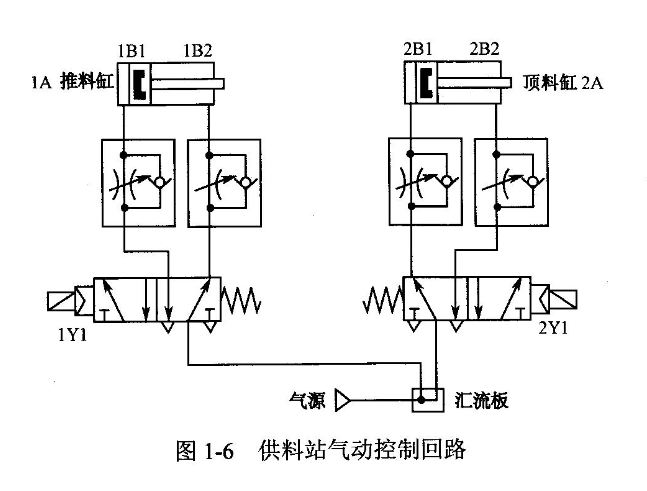
- 工件叠放在料仓中,顶料气缸处于料仓的底层,推料气缸则与次下层工件处于同一水平位置。( )
- YL-335B自动生产线由供料、输送、装配、加工和分拣等5个工作站组成,各工作站均设置一台PLC承担其控制任务,各PLC之间通过RS485串行通信的方式实现互连,构成集中式的控制系统。( )
- 电磁阀按阀切换通道数目的不同可以分为二通阀、三通阀、四通阀和五通阀;同时,按阀芯的切工作位置数目的不同又分为二位阀和三位阀。( )
- 反射式光电接近开关的光发射器与光接收器为一体化的结构,在其相对的位置上安置一个反射镜,光发射器发出的光以反射镜是否有反射光线被光接收器接收来判断有无物体。( )
- 在工程应用中,模拟量传感器主要用于生产系统中位移、温度、压力、流量及液位等常见模拟量的检测。( )
- 在气中动控制系统中,气动控制元件是一种将压缩空气的能量转化为机械能,实现直线、摆动或者回转运动的传动装置。( )
- 数字光栅传感器具有测量精度高、分辨率高、测量范围大、动态特性好等优点适合于接触式动态测量,易于实现自动控制,广泛用于数控机床和精密测量设备中。( )
- 流量控制阀在气动系统中通过改变气变阀的流通面积来实现对流量的控制,以达到控制气缸运动速度或者控制换向阀的切换时间和气动信号的传递速度。( )
- 在气动控制系统中,( )调节压缩空气的压力、流量和流动方向,以保证执行元件具有一定的输出力和速度,并按设计的程序正常工作。
- 电容式接近开关不能检测金属零件,但能检测纸张、橡胶、蜒料、术材的非金属物体,还可以检测绝缘的液体。( )
- 工业装备上常用的数字量传感器主要有数字编码器(在实际工程中应用最多的是光电编码器)、数字光栅传感器和感应同步器等。( )
- 漫射式光电开关是利用光照射到被测物体上后反射回来的光线而工作的。( )
- 按照接收器接收光的方式的不同,光电式接近开关可分为( )3种。这3种形式光电接近开关的检测原理和方式有所不同。
- ( )是利用电涡流效应制造的传感器。
- 磁性开关内部都具有过电压保护电路,即使磁性开关的引线极性接反,也不会使其娆坏,只是不能正常检测工作。( )
- 传感器种类繁多,按从传感器输出电信号的类型不同,可将其划分为( )。
- 在非磁性体的活塞上安装一个永久磁铁的磁环,这样就提供了一个反映气缸活塞位置的磁场。而安装在气缸外侧的磁性开关则是用来检测气缸活塞位置,即检测活塞的运动行程的。( )
- 由于电感式接近开关基于涡流效应工作,所以它检测的对象必须是金属。电感式接近开关对金属与非金属的筛选性能好。( )
- 在自动化设备中,( )主要与内部活塞或活塞杆上安装有磁环的各种气缸配合使用,用于检测气缸等执行元件的两个极限位置。
- ( )又称为接近开关,是一种采用非接触式检测、输出开关量的传感器。
- 磁感应式接近开关,简称为磁性接近开关或磁性开关,其工作方式是当有磁性物质远离磁性开关传感器时,传感器感应动作,并输出开关信号。( )
- 在自动化设备中,应用较为广泛的主要有磁感应式接近开关、电容式接近开关、电感式接近开关和光电式接近开关等。( )
- 自动化设备中用于实现传感检测功能的装置就是传感器,它在自动化生产线等领域中得到广泛的应用。( )
答案:错
答案:对
答案:对
答案:对
答案:错
答案:错
答案:对
答案:错
答案:对
答案:错
答案:对
温馨提示支付 ¥5.00 元后可查看付费内容,请先翻页预览!


