陕西工业职业技术学院
- 定位心轴与工件定位孔采用无间隙配合时,定位基面与限位基面完全重合,故基准不重合误差不存在。( )
- 使工件保持确定位置在加工过程中不变的操作称为定位,使工件在机床或夹具上占有正确位置的过程称为装夹或安装。( )
- 柔性工装组合夹具如果仔细选件与调整,可以组装出比元件精度更高的工装夹具。( )

罩壳车削柔性工装夹具装夹罩壳工件(如图),车削工件柄部外圆、端面、内孔,必须调整工件柄部中心与车床回转中心同轴。( )
- 柔性工装组合夹具支承件是组合夹具中的骨架元件,在夹具中起到上下连接的作用。 ( )
- 利用工装夹具装夹工件精度高,效率高,但是操作过程繁琐,不方便。( )
- 槽系柔性工装组合夹具的连接基面为T形槽,元件由键和螺栓等元件定位紧固连接。( )
- 在夹具中采用偏心轮夹紧工件比用螺旋压板夹紧工件的动作迅速,但自锁性比后者差。( )
- 工件以圆柱孔定位时,定位基准是孔表面。( )
- 柔性工装夹具通过调整位置、更换元件实现多种工件装夹。( )
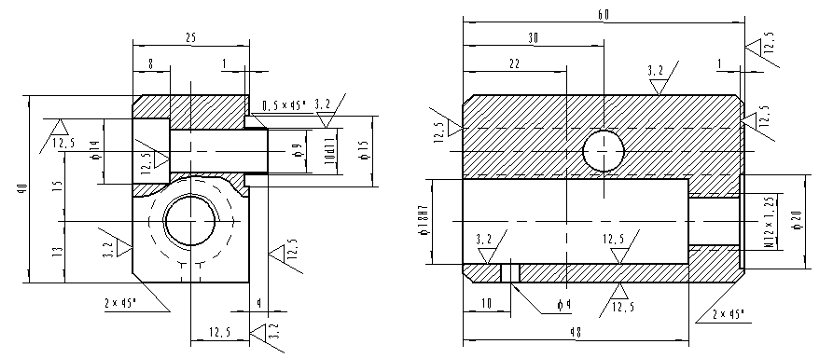
挡块孔钻削柔性工装夹具装夹工件挡块(如图)加工φ9mm孔,选择右视图左端面作定位基准保证孔距尺寸30mm要求。( )
- 工件以外圆柱面作定位基面,在 V 形块上定位时,当加工尺寸是以外圆的下母线为工序基准标注,则定位误差最小。( )
- 夹紧力作用点应该落在工件刚性好的部位上。( )
- 利用角度面孔钻削柔性工装夹具装夹手柄座零件钻削加工Φ8.3mm孔,组装过程中对应孔位置尺寸27mm,采用游标卡尺配合钻套中插入的心轴测量。( )
- 工件在夹具或机床中占据正确位置的过程称为装夹。( )
- 自动化柔性工装夹具组成结构包括定位器、夹持器,它能够完成工件装夹定位、夹持、支撑等功能。 ( )
- 柔性工装组合夹具组装过程中组装元件的紧固力越大越好。( )
- 柔性工装组合夹具组装过程中,如果需要调整同一关联结构上的多个尺寸参数元件位置,一般采用千斤顶支撑分别调整方法。( )
- 工件被夹紧后,其位置不能动了,所以也就定位了,这种理解是正确的。( )
- 柔性工装组合夹具夹紧件主要是把工件在夹具上夹紧,也可作垫板和挡块用。( )
- 体座工件填料式钻削柔性工装夹具组装过程中,要检测左右弯头钻模板钻套孔的等高性,确保定位芯轴导向孔的同轴度。( )
- 一个工件在空间不加任何约束、限制的话,它最多有六个自由度。( )
- 工装夹具装夹工件通过( )三个环节保证加工精度。
- 工装夹具至少必须由( )三个基本部分。

体座工件(如图)填料式钻削柔性工装夹具组装过程中,根据工件加工要求,主要选择( )作为定位基准对工件实施定位。
- 对定位元件的要求包括( )。
- 组装角度面孔钻削柔性工装夹具时,组装元件连接时必须( )。
- 相变材料柔性夹具形式有( )等。
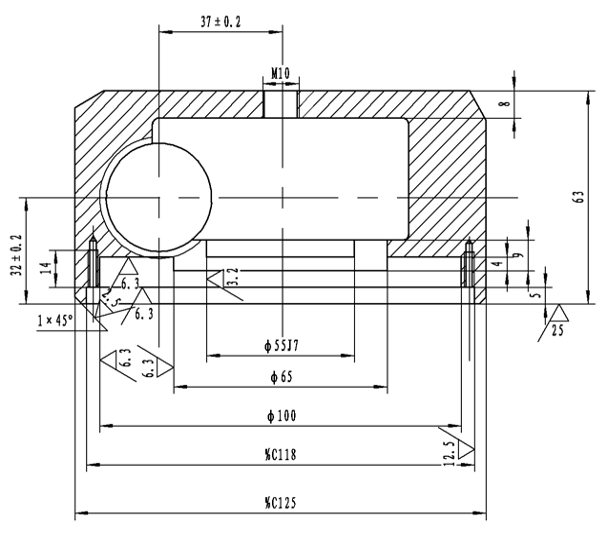
罩壳车削柔性工装夹具装夹罩壳工件(如图),选择Φ55f8(上偏差-0.030mm,下偏差-0.076mm)定位盘与罩壳壳体部分Φ55J7(上偏差+0.018mm,下偏差-0.012mm)内孔配合定位,选择角铁基础件与罩壳壳体壳体部分下端面接触定位,组装过程中测量调整的尺寸有( )。
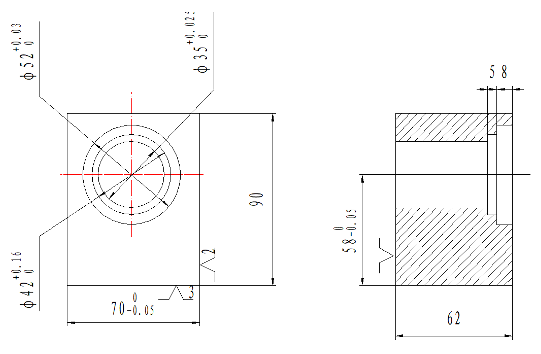
利用端盖车削柔性工装夹具装夹端盖工件(如图)加工内孔,主要操作过程( )。
- ( )不限制工件自由度,只起支撑作用,使用完毕需放松,待工件重新定位后再支撑。
- 下面不属于夹紧装置组成部分的是( ) 。
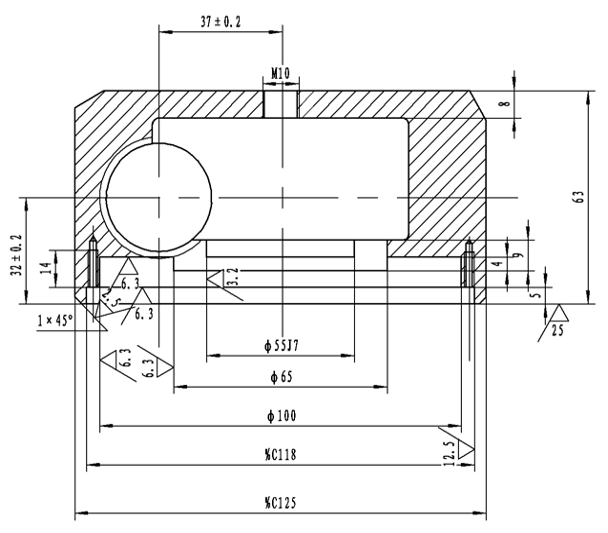
罩壳车削柔性工装夹具装夹罩壳工件(如图),选择Φ55f8(上偏差-0.030mm,下偏差-0.076mm)定位盘与罩壳壳体部分Φ55J7(上偏差+0.018mm,下偏差-0.012mm)内孔配合定位,选择角铁基础件与罩壳壳体壳体部分下端面接触定位,组装柔性工装组合车夹具。如果工件尺寸37±0.20mm变化,需要调整( )元件。
- 工装夹具最基本的组成部分是( )。
- 关于辅助支承的说法正确的是( )。
- 关于液压装置的描述错误的是( )。
- 关于气压夹紧装置特点描述错误的是( )。

双臂双孔钻削柔性工装夹具组装过程中,双臂工件(如图所示)Φ25(上偏差+0.010mm,下偏差0.0mm)内孔选择Φ25g7(上偏差-0.007mm,下偏差-0.028mm)心轴配合定位,对双臂工件加工的尺寸98±0.10mm产生的定位误差大小是( )。
- 工件的定位是工件以定位基准面与夹具定位元件的工作面保持( )实现的,否则就丧失了定位作用。
- 关于夹紧力方向的描述错误的是( )。
- 限制工件自由度数少于六个仍可满足加工要求的定位称为( )定位。
- 支承板比较适合于工件以( )平面定位。
- 在机床上加工零件时,不能采用( )方案。
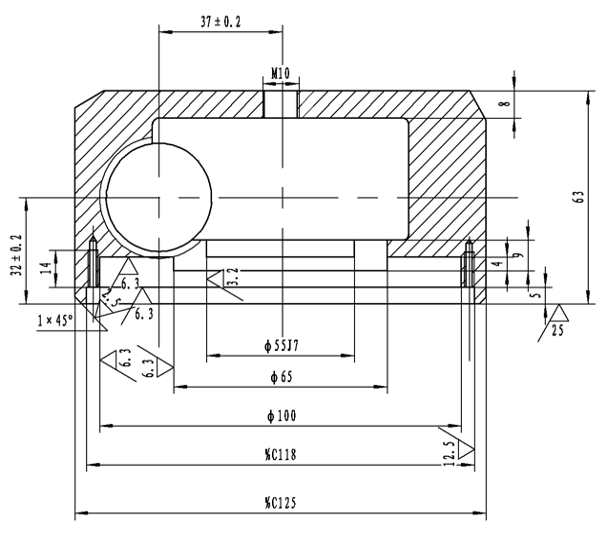
罩壳车削柔性工装夹具装夹罩壳工件(如图),选择Φ55f8(上偏差-0.030mm,下偏差-0.076mm)定位盘与罩壳壳体部分Φ55J7(上偏差+0.018mm,下偏差-0.012mm)内孔配合定位,选择角铁基础件与罩壳壳体壳体部分下端面接触定位,对车削柄部加工尺寸37±0.20mm产生的装夹基准不重合误差是( )mm。
- 工装夹具结构中用一个元件的大平面对工件的主要定位基面接触配合进行限位时,它可限制工件( )个自由度。
- 关于夹紧力的作用点的描述错误的是( )。
A:错 B:对
答案:错
A:对 B:错
答案:错
A:对 B:错
答案:对
A:对 B:错
答案:对
A:错 B:对
答案:对
A:错 B:对
答案:错
A:错 B:对
答案:对
A:对 B:错
答案:对
A:对 B:错
答案:错
A:对 B:错
A:对 B:错
A:对 B:错
A:错 B:对
A:对 B:错
A:错 B:对
A:错 B:对
A:对 B:错
A:对 B:错
A:对 B:错
A:错 B:对
A:对 B:错
A:错 B:对
A:工件在夹具上位置准确 B:刀具位置正确 C:工件可靠夹紧 D:夹具在机床上位置准确
A:定位元件 B:夹具体 C:夹紧装置 D:对刀导向装置 E:分度装置
A:与底面垂直的侧面 B:φ12H7内孔 C:底面 D:顶面
A:应协调好与各有关元件的关系 B:良好的结构工艺性 C:足够的精度和储备精度 D:足够强度和刚度
A:调整位置后,元件要用螺栓锁紧 B:如果安装定位键,必须用小螺钉固定 C:元件要平齐 D:元件连接,用键定位
A:数控夹具 B:低熔点合金夹具 C:磁流变材料夹具 D:可调夹具 E:石蜡夹具 F:冰固夹具 G:电流变材料夹具
A:37±0.20 B:柄部调整居中 C:32±0.20 D:壳体部分中小与车床回转中心同轴
A:调整夹具平衡 B:装夹工件 C:找正夹具与车床主轴同轴 D:调整刀具加工工件 E:紧固夹具、锁紧工件 F:联接夹具与车床主轴 G:启动机床
A:可换支承钉 B:支承钉 C:自位支承 D:支承板 E:辅助支承
A:夹紧元件 B:中间传力机构 C:力源装置 D:定位销
A:定位盘 B:怀抱式夹紧装置 C:柄部限位螺栓 D:角铁基础件
A:定位元件、夹紧装置、分度装置 B:定位元件、对刀装置、定向装置 C:定位元件、对刀装置、夹紧装置 D:定位元件、夹紧装置、夹具体
A:根据元件结构不同限制不同自由度 B:对工件既起到支承作用又限制工件运动自由度 C:不限制工件自由度,只起支撑作用,以提高工件定位刚度减小工件变形。 D:采用辅助支承会产生过定位
A:液压传动的噪声小 B:劳动条件比气压的差 C:液压油的油压高,动力大 D:油液的不可压缩性使夹紧刚度高,工作平稳,可靠
A:气粘度小,在管路中的损失较少 B:夹具刚性和稳定性好 C:动作迅速、反应快 D:工作压力低
A:0.021 B:0.038 C:0 D:0.048 E:0.010 F:0.007
A:平行 B:垂直 C:接触或配合
A:夹紧力的方向应有助于定位稳定 B:夹紧力的方向应有助于减小夹紧力 C:主紧力应朝向主要定位基面 D:夹紧力作用点应尽量远离加工表面
A:过 B:完全 C:不完全 D:欠
A:精基准 B:不确定 C:铸造基准 D:粗基准
A:过定位 B:欠定位 C:完全定位 D:不完全定位
A:0.018 B:0.030 C:0 D:0.094 E:0.046
A:2 B:4 C:5 D:3
A:夹紧力的作用点应有助于定位稳定 B:夹紧力作用点应落在定位元件的支承范围内 C:夹紧力的作用点应选在工件刚度较低部位 D:夹紧力的作用点应尽量靠近加工表面