1.关于夹紧力的作用点的描述错误的是( )。
A:夹紧力作用点应落在定位元件的支承范围内
B:夹紧力的作用点应尽量靠近加工表面
C:夹紧力的作用点应选在工件刚度较低部位
D:夹紧力的作用点应有助于定位稳定
答案:夹紧力的作用点应选在工件刚度较低部位
2.体座工件填料式钻削柔性工装夹具组装过程中,选用的定位元件主要有( )。
A:铸铁定位芯轴
B:平头滚花螺钉
C:左右弯头钻模板
D:右角度支承
答案:铸铁定位芯轴###右角度支承
3.下列说法中,( )属于对夹紧装置的基本要求。
A:尽量采用螺旋夹紧结构
B:在夹紧过程中,应不破坏工件定位所获得的确定位置
C:结构简单、制造容易,其复杂程度和自动化程度应与工件的生产纲领相适应
D:夹紧力应保证工件在加工过程中的位置稳定不变,不产生振动或移动;夹紧变形小,不损伤工件表面
答案:尽量采用螺旋夹紧结构
4.柔性组合工装夹具适合品种多、数量少、种类经常变换的产品零件的生产制造。( )
A:正确
B:错误
答案:错误
5.槽系柔性工装组合夹具的连接基面为T形槽,元件由键和螺栓等元件定位紧固连接。( )
A:正确
B:错误
答案:错
6.工装夹具在机械加工中的主要作用是提高工件加工生产率。( )
A:错误
B:正确
答案:错
7.导轨铣削柔性工装夹具装夹导轨工件(如图)铣削加工30°斜面,工件6个自由度全部限制,工件完全定位装夹。( )
A:正确
B:错误
答案:错
8.柔性工装组合夹具基础件是组合夹具中最大的元件。 ( )
A:错误
B:正确
答案:错误
9.工件以平面定位时,一般可认为基准位移误差为零。( )
A:正确
B:错误
答案:正确
10.柔性工装组合夹具有一定组装规律,从外观看,组装次序是:从外到里,从上到下。( )
A:错误
B:正确
答案:错
11.柔性工装组合夹具组装过程中,如果需要调整同一关联结构上的多个尺寸参数元件位置,一般采用千斤顶支撑分别调整方法。( )
A:错误
B:正确
A:错误 B:正确 13.工件以圆柱孔定位时,定位基准是孔表面。( )
A:对 B:错 14.柔性工装组合夹具调整是把初装好的夹具进行调整,使之保证工件加工技术要求。 ( )
A:错 B:对 15.工件以外圆柱面定位时,可以采用定心定位,也可以采用支承定位。( )
A:正确 B:错误 16.柔性工装组合夹具组装过程中组装元件的紧固力越大越好。( )
A:错误 B:正确 17.利用端盖车削柔性工装夹具装夹端盖工件(如图)加工内孔,首先把夹具与车床主轴联接并找正同轴,再调整夹具平衡,然后装夹工件并锁紧,调整刀具并启动机床进行加工。( )
A:错误 B:正确 18.组合夹具组装精度决定于测量精度,所以必须提高测量精度。( )
A:正确 B:错误 19.柔性工装组合夹具组装的主要依据是工件图纸、工艺规程和工件实物。 ( )
A:错误 B:正确 20.工件被夹紧后,其位置不能动了,所以也就定位了,这种理解是正确的。( )
A:错 B:对 21.采用不完全定位违背六点定位规则,故很少被柔性工装夹具设计采用。( )
A:错误 B:正确 22.
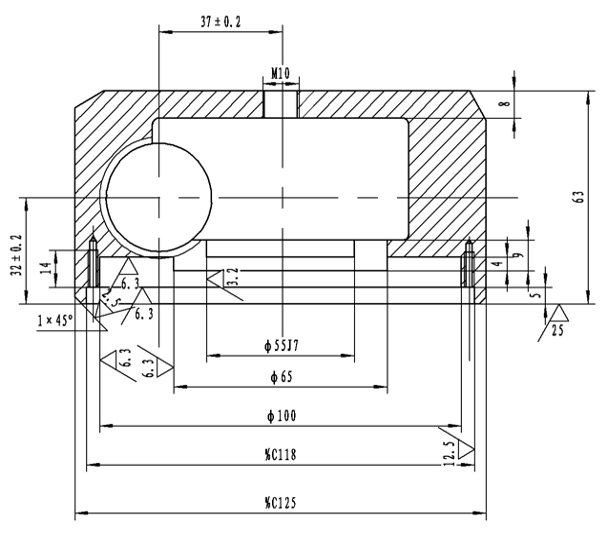
罩壳车削柔性工装夹具装夹罩壳工件(如图),选择Φ55f8(上偏差-0.030mm,下偏差-0.076mm)定位盘与罩壳壳体部分Φ55J7(上偏差+0.018mm,下偏差-0.012mm)内孔配合定位,选择角铁基础件与罩壳壳体壳体部分下端面接触定位,对车削柄部加工尺寸37±0.20mm产生的装夹定位误差是( )mm。
A:0.018 B:0.094 C:0.046 D:0.030 E:0 23.工装夹具最基本的组成部分是( )。
A:定位元件、夹紧装置、分度装置 B:定位元件、对刀装置、夹紧装置 C:定位元件、对刀装置、定向装置 D:定位元件、夹紧装置、夹具体 24.工件定位时,主要定位基准可限制工件的( )个自由度。
A:2 B:6 C:1 D:4 25.
利用填料式钻削柔性工装夹具,选用一个直径φ12f8(上偏差-0.016,下偏差-0.043)铸铁定位芯轴作为主要定位元件与工件φ12H7(上偏差+0.018,下偏差0)孔配合装夹体座工件(如图),加工φ6H7(上偏差+0.012,下偏差0)小孔,对孔距尺寸5mm所产生的定位误差是( )mm。
A:0.016 B:0.061 C:0.018 D:0.012 E:0.027 F:0 26.工装夹具结构中用一个元件的大平面对工件的主要定位基面接触配合进行限位时,它可限制工件( )个自由度。
A:3 B:2 C:4 D:5 27.关于夹紧力方向的描述错误的是( )。
A:夹紧力的方向应有助于减小夹紧力 B:夹紧力作用点应尽量远离加工表面 C:夹紧力的方向应有助于定位稳定 D:主紧力应朝向主要定位基面 28.在机床上加工零件时,不能采用( )方案。
A:不完全定位 B:欠定位 C:过定位 D:完全定位 29.支承板比较适合于工件以( )平面定位。
A:铸造基准 B:不确定 C:粗基准 D:精基准 30.
利用端盖车削柔性工装夹具装夹端盖工件(如图)加工内孔,主要操作过程( )。
A:启动机床 B:调整夹具平衡 C:装夹工件 D:找正夹具与车床主轴同轴 E:紧固夹具、锁紧工件 F:联接夹具与车床主轴 G:调整刀具加工工件 31.体座工件填料式钻削柔性工装夹具组装过程中,选用的定位元件主要有( )。
A:铸铁定位芯轴 B:平头滚花螺钉 C:左右弯头钻模板 D:右角度支承 32.工装夹具装夹工件通过( )三个环节保证加工精度。
A:工件在夹具上位置准确 B:刀具位置正确 C:夹具在机床上位置准确 D:工件可靠夹紧 33.对定位元件的要求包括( )。
A:应协调好与各有关元件的关系 B:足够的精度和储备精度 C:良好的结构工艺性 D:足够强度和刚度 34.虎钳底座顶面磨削柔性工装夹具装夹加工虎钳底座工件,只需限制工件3个自由度,工件不完全定位装夹。( )
A:错 B:对 35.凡受力较大的铣、刨柔性工装夹具,应选择刚度较好的基础件、支承件组装。( )
A:错 B:对