湖南工业大学
- 拉深系数越小,说明拉深变形程度越大。( )
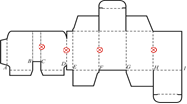
- 盒型
 的工作线设计符合接头指向设计原则。( )
的工作线设计符合接头指向设计原则。( ) - 拉深件的壁厚是均匀的。( )
- 图线
 表示软边切割线。( )
表示软边切割线。( ) - 物体的塑性仅仅取决于物体的种类,与变形方式和变形条件无关。( )
- 纸板纹向是纸板在抄造过程中沿造纸机的运动方向。( )
- 钢桶半成品的接合边缘组合尺寸是确保三重卷边结构成型的关键因素。( )
- 瓦楞纸箱的压痕工艺有纵向压痕和横向压痕两种,其中纵向压痕所需的压力较大,主要原因在于瓦楞纸板的刚性和瓦楞结构引起的反作用力较大。( )
- 20世纪英国马口铁罐的专利的公布开创了以金属罐为标志的金属包装容器新时代。( )
- 从适应自动化机械生产来说,纸包装压痕线可分为预折线和工作线,其中预折线需对折180度,工作线仅需折叠130度并恢复原位。( )
- 金属负间隙冲裁力比普通冲裁力小得多。( )
- 二片罐用铝合金薄板的密度与马口铁的相当。( )
- 纸盒的制造尺寸用L×W×H表示。( )
- 胀形变形时,由于变形区材料截面上的拉应力沿厚度方向分布比较均匀,所以卸载时的弹性回复很小,容易得到尺寸精度高的冲件。( )
- 材料的塑性是物质一种不变的性质。( )
- 在纸包装设计绘图图线符号中,波浪线“
 ”仅表示瓦楞端面。( )
”仅表示瓦楞端面。( ) - 材料的塑形越差,其允许的最小相对弯曲半径越小。( )
- 纸盒尺寸的长宽高是根据其数值大小来确定的。( )
- 塑料包装容器结构设计的内容包括( )。
- 瓶盖密封结构的类型有( )。
- 模具对塑料制品的设计的制约作用有( )。
- 折叠线的作用是( )。
- 减小弯曲件弹性回跳的措施有( )。
- 拉深过程中应该润滑的部位是( )。
- 电阻焊的优点有( )。
- 冲裁大小不同、相距较近的孔时,为了减少孔的变形,应先冲( )的孔。
- 注射机合模系统的作用是( )。
- 塑料制品设计中尽可能避免侧孔侧凹的目的是( )。
- 热成型容器结构设计的要素包括( )。
- 凸台设计的目的是( )。
- 塑料包装容器设计需要考虑的问题有( )。
- 影响塑料容器垂直载荷强度的因素有( )。
- 白铁皮是指( )。
- 影响注射成型制品尺寸精度的因素有( )。
- 注射机合模系统的作用是( )。
- 浅拉深罐只需冲拉( )次即可完成成型加工。
- 常规垂直柱状矩形截面的管型折叠纸盒的自锁底粘合余角是( )。
- 拉深后坯料的径向尺寸【】,切向尺寸【】( )。
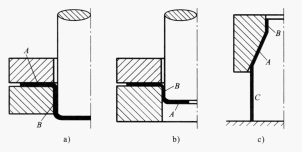
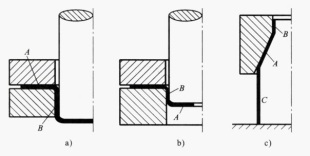
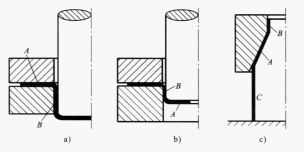
- 如图所示冲压变形区划分示意图中,A为变形区,B为已变形区,其中表示翻边工艺的是图( )。
- 下面( )组瓶盖属于安全盖。
- 注射螺杆与挤出螺杆的运动方式是( )。
- 金属包装是中国包装工业的重要组成部分,它的产值大约可以占到中国包装工业总产值的( )。
- 关于涂层钢板说法错误的是( )。
- 主要压痕线是在纸盒的长、宽、高中,( )的那组压痕线。
- 气雾阀的喷孔孔径一般为( )。
- 在盒坯上用以实现纸盒折叠成平板状、在纸盒成型后没有作用的折叠线称为( )。
- 管式折叠纸盒成型以后,相邻两侧面的底线或顶线在水平面上的投影线所构成的角称为【】成型角,用【】表示。( )
- 影响瓦楞纸板厚度值的主要因素有( )。
- 花型封口结构纸盒结构各盖片以啮合点与旋转点之间的连线与体板顶边水平线的交角为( )。
- U形盖的中央部分设( )的开口。
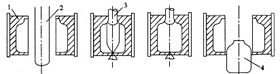 是( )的工艺流程示意图。
是( )的工艺流程示意图。 - 三重卷边又称为( )。
- 对于盘式自动折叠纸盒结构的某一角隅,下列陈述中不正确的是( )。
- 模具的合理间隙是靠( )刃口尺寸及公差来实现的。
- 固定纸盒的结构种类中不包括( )
- TFS板是下列钢板中的哪一种( )。
- 为保证弯曲可靠进行,二次弯曲间应采用( )处理。
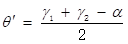
- 以下结构合理的是( )。
A:对 B:错
答案:对
A:对 B:错
答案:对
A:对 B:错
答案:错
A:错 B:对
答案:对
A:错 B:对
答案:错
A:对 B:错
答案:对
A:错 B:对
答案:对
A:错 B:对
答案:错
A:对 B:错
答案:错
A:对 B:错
A:对 B:错
A:错 B:对
A:对 B:错
A:错 B:对
A:对 B:错
A:对 B:错
A:错 B:对
A:对 B:错
A:工艺规程设计
B:工艺结构设计
C:功能结构设计
D:造型结构设计
A:弹性密封型
B:普通密封型
C:压力密封型
D:真空密封型
A:模具的位置
B:模具的磨损
C:模具的结构
D:模具的制造精度
A:定位
B:成型
C:连接面板
D:承压
A:采用模具结构补偿
B:改进零件的结构设计
C:将弯曲材料淬火
D:选用较大的弯曲圆角半径
A:凸模圆角处
B:凸模与坯料的接触面
C:压料板与坯料的接触面
D:凹模与坯料的接触面
A:焊缝强度高,密封性好
B:焊缝搭接宽度小,节约了材料
C:焊缝厚度薄,便于翻边、缩颈等后续工序的操作
D:生产效率高,生产速度快
A:小
B:精度高
C:大
D:一般精度
A:实现模具的启闭
B:顶出制品
C:使制品结构合理
D:保证成型模具可靠地锁紧
A:提高效率
B:提高制品的强度
C:降低成本
D:简化模具
A:延伸比
B:模壁斜度
C:引伸比
D:脱模斜度
E:尺寸及尺寸精度
F:表面粗糙度
G:形状
H:壁厚
I:吹胀比
J:强度和刚度
A:提供支撑面
B:顶出制品
C:承受应力与应变
D:提高制品的强度
A:塑料的成型工艺性
B:塑料的形状及其物理机械性能
C:成型模具的总体结构
D:塑料成型后的收缩性
A:瓶肩结构
B:瓶颈结构
C:瓶身结构
D:瓶底结构
A:镀锡薄钢板
B:涂料薄钢板
C:镀铬薄钢板
D:镀锌薄钢板
A:模具因素、材料因素、成型工艺要求因素、设计因素和使用条件
B:模具因素、材料因素、成型工艺要求因素、设计因素和使用要求因素
C:模具因素、材料因素、工艺因素、设计因素和使用要求因素
D:模具因素、材料因素、工艺因素、设计因素和使用条件
A:实现模具的启闭、制品的冷却定型和顶出制品
B:保证成型模具可靠地锁紧、制品的冷却定型和顶出制品
C:实现模具的启闭、保证成型模具可靠地锁紧和顶出制品
D:实现模具的启闭、保证成型模具可靠地锁紧和制品的冷却定型
A:5-8次
B:3-4次
C:1-2次
D:不确定
A:60°;
B:135°。
C:45°;
D:30°;
A:减小,减小
B:减小,增大
C:增大,减小
D:增大,增大
A:
B:
C:
A:拉拔盖、暗码盖、压旋盖
B:拉拔盖、压旋盖、螺旋盖
C:螺旋盖、撬开盖、挤旋盖
D:暗码盖、挤旋盖、撬开盖
A:均既能转动又能轴向移动
B:前者既能转动又能轴向移动,后者只能转动
C:前者只能转动,后者既能转动又能轴向移动
D:前者只能轴向移动,后者只能转动
A:40%
B:10%
C:20%
D:30%
A:涂层钢板是指把有机涂料涂敷于钢板表面获得的涂装金属材料
B:涂层钢板兼有有机聚合物与钢板两者的优点
C:使用涂层钢板需要增加包装产品的预处理和涂装设备的投资
D:涂层钢板可以降低包装制造业成本
A:成为工作线
B:折叠方向相同
C:数目最多
D:数目最少
A:0.1-1mm
B:0.3-3mm
C:0.7-7mm
D:0.5-5mm
A:伪工作线;
B:工作线;
C:预折线;
D:内折线。
A:B,β。
B:B,α;
C:A,β;
D:A,α;
A:粘贴时压力不均造成的瓦楞损失,瓦楞不正;
B:轧瓦时瓦楞形状不均匀,原纸质量缺陷。
C:双面粘贴时出现的楞高损失,瓦楞不正;
D:压痕时压力过大造成的瓦楞塌陷,轧瓦不均;
A:A成型角
B:A成型角的1/2
C:B成型角
D:B成型角的1/2
A:23.5mm
B:25.4 mm
C:29.5mm
D:27.5mm
A:模压成型
B:挤出吹塑
C:注射吹塑
D:挤出成型
A:五层卷边
B:三层卷边
C:七层卷边
D:两层卷边
A:
 ;
;B:
 ;
; C:
 。
。D:
 ;
;A:凸模
B:凸凹模
C:凹模
D:凸模和凹模
A:抽屉盒;
B:插锁盒;
C:异型盒。
D:罩盖盒;
A:低碳薄钢板
B:白铁皮
C:镀铬薄钢板
D:马口铁
A:正火
B:回火
C:退火
D:淬火
A:
B:
C:
D:
温馨提示支付 ¥5.00 元后可查看付费内容,请先翻页预览!

