山东科技大学
- 埋弧焊焊接空间位置一般为平焊。 ( )
- 模锻无法锻出通孔,一般需在孔中留下一层厚度为4~8mm的金属,这层金属称为冲孔连皮。 ( )
- 利用自由锻设备进行模锻生产的工艺方法称为胎模锻。( )
- 手弧焊采用直流焊机焊薄件时,工件与焊条的接法用反接法。( )
- 普通灰铸铁件生产时,工艺上一般采取的凝固原则是同时凝固。( )
- 对于锻造齿轮,其流线的最佳分布是( )
- 截面相差较大的轴、杆类模锻件,制坯常需( )
- 下列铸造方法,使用无分型面铸型的是( )。
- 焊条牌号J422中,“J”表示结构钢焊条,前两位数字“42”表示( )
- 下列因素中,能提高液态合金充型能力的是( )。
- 厚度为25mm的低合金钢钢板上的水平长焊缝适宜的焊接方法是:( )。
- 熔模铸造的铸件不能太大和太长,其重量一般不超过45Kg这是由于( )
- 铸件设计结构圆角的作用( )
- 下列合金铸造时,不易产生缩孔、缩松的是( )。
- 起重机大梁为箱形结构,梁长10m,用12mm厚度的钢制造,其最合适的焊接方法是( )
- 大批量生产形状复杂的小型铝合金铸件,应选用什么方法较合适。( )
- 模样的作用是形成铸件的( )。
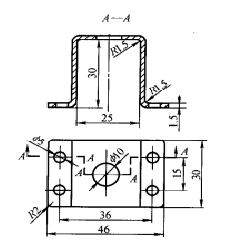 如图所示托架由哪几个工序完成( )。
如图所示托架由哪几个工序完成( )。- 锤上模锻的制坯模膛中,用来减少坯料某部分横截面积,以增大坯料另一部分横截面积的模膛称为( )。
- 金属材料承受三向压应力的塑性成形方法是( )。
- 下列工序中,属于板料冲压变形工序的是( )P117
- 直流电弧焊时,阴极区与阳极区的温度关系为( )
- 厚度为1mm直径为350mm的钢板经拉深制成直径为150mm的杯形冲压件,由手册中查得材料的极限拉深系数m1=0.6,m2=0.8,m3=0.82,m4=0.85,该件至少要经过( )次拉深才能制成。
- 两个材料分别为黄铜和碳钢的棒料对接时,可采用( )
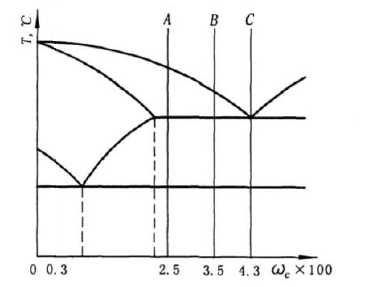 图2所示三种成分的铁碳合金中,流动性最好的是( )。
图2所示三种成分的铁碳合金中,流动性最好的是( )。- 生产熔点高,切削加工性差的合金铸件选用( )
- 对薄壁弯曲件,如弯曲半径过小则会引起( )
- 下列铸造方法不用型芯即可铸出中空的回转体铸件的是( )。
- 设计和制造机器零件时,应使零件工作时所受正应力与纤维方向 ( )
- 以下冲压工序中,属于冲裁工序的是( )
- 点焊接头形式一般多采用( )。
- 形状复杂,尤其是内腔特别复杂的毛坯最适合的生产方式是( )。
- 终锻温度是停止锻造时的温度,如果终锻温度过低,会产生( )。
- 成批生产中、小型锻件,一般应采用的锻造方法是( )
- 铸造大型铸铁支座,适宜采用的铸造方法是( )
- 对压铸而言,下列说法正确的是( )。
- 锻件拔长时,其锻造比Y应等于( )
- 下列化学元素在Fe、C合金中,易使铸件产生冷裂的是( )。
- 钎焊的特点是:( )
- 成批生产车床,其床身的成形方法应选( )
- 在设计铸造零件时,应尽可能设置结构斜度的表面是( )
- 焊接性能最差的材料是( )
- 坯料加热时始锻温度的确定,主要由以下哪种现象所限制?( )
- 点焊的热源是( )。
- 锻造时对金属加热的目的是( )
- 金属经冷塑性变形后,其力学性能下降的是( )
- 大批量生产形状复杂的中小型锻件宜采用( )
- 为获得晶粒细小的铸件组织,下列工艺中最合理的是( )
- 下列哪种铸造方法生产的铸件不能进行热处理,也不适合在高温下使用( )。
- 板料冲裁时,若不考虑模具的磨损,冲孔凹模的尺寸应等于( )
A:错 B:对
答案:对
A:错 B:对
答案:对
A:对 B:错
答案:C
A:错 B:对
答案:B
A:对 B:错
答案:对
A:沿径向 B:沿轴线 C:无所谓 D:沿轮廓
答案:沿轮廓
A:错移 B:滚压 C:拔长 D:镦粗
答案:滚压
A:熔模铸造 B:金属型铸造 C:砂型铸造 D:压力铸造
答案:A: 熔模铸造
A:焊缝金属σb < 420Mpa B:焊缝金属σb ≥ 420Mpa C:焊缝金属σb = 420Mpa D:焊缝金属σb > 420Mpa
答案:焊缝金属σb ≥420MPa
A:采用凝固温度范围宽的合金 B:增加充型压力 C:降低浇注温度 D:采用金属型
A:钨极氩弧焊 B:钎焊 C:埋弧自动焊
A:蜡模强度低,容易折断 B:铸件太大,降低精度 C:工序复杂,制作不便 D:生产周期长
A:防止变形 B:制模方便 C:便于浇注 D:防止裂纹
A:铝合金 B:普通灰铸铁 C:铜合金 D:铸钢
A:电渣焊 B:氩弧焊 C:埋弧焊 D:手弧焊
A:离心铸造 B:压力铸造 C:熔模铸造 D:金属型铸造
A:外形 B:内腔 C:冒口 D:浇注系统
A:落料、冲孔、弯曲 B:落料、冲孔、镦粗 C:落料、冲孔、拉深
A:拔长模膛 B:弯曲模膛 C:切断模膛 D:滚挤模膛
A:挤压 B:拉拔 C:冲压
A:切断 B:冲孔 C:拉深 D:落料
A:阴极区高于阳极区 B:不稳定 C:阳极区高于阴极区 D:相等
A:一(次) B:三(次) C:两(次) D:四(次)
A:氩弧焊 B:埋弧焊 C:钎焊 D:电阻对焊
A:A B:无法确定 C:C D:B
A:压力铸造 B:熔模铸造 C:金属型铸造 D:离心铸造
A:裂纹 B:回弹 C:拉穿 D:飞边
A:离心铸造 B:金属型铸造 C:压力铸造
A:随意 B:一致 C:垂直 D:成45°
A:弯曲 B:落料 C:冲挤 D:拉深
A:T型接头 B:对接 C:角接 D:搭接
A:锻造 B:型材 C:铸造 D:冲压
A:氧化严重 B:晶粒粗大 C:裂纹 D:过烧
A:胎模锻 B:锻焊组合 C:模锻 D:自由锻
A:砂型铸造 B:离心铸造 C:熔模铸造 D:压力铸造
A:铸件不能热处理 B:不便于采用镶铸 C:可浇高熔点合金 D:可浇厚大件
A:坯料截面积与拔长后最大截面积之比 B:坯料体积与锻件体积之比 C:坯料长度与锻件长度之比 D:锻件最大截面积与坯料截面积之比
A:碳 B:硅 C:硫 D:磷
A:母材熔化而钎料不熔化 B:母材和钎料都不熔化 C:母材和钎料都熔化 D:钎料熔化而母材不熔化
A:金属型铸造 B:砂型铸造 C:熔模铸造 D:压力铸造
A:平行于分型面的加工表面 B:平行于分型面的非加工表面 C:垂直于分型面的加工表面 D:垂直于分型面的非加工表面
A:T12 B:Q235 C:45 D:20
A:氧化 B:软化 C:脱碳 D:过热和过烧
A:电阻热 B:摩擦热 C:化学热 D:电弧热
A:提高强度 B:提高塑性,降低变形抗力 C:消除内应力 D:提高韧性
A:硬度 B:强度 C:弹性 D:塑性
A:冲压 B:模锻 C:胎模锻 D:自由锻
A:其他都不合理 B:提高浇注温度 C:采用砂型浇注 D:采用金属型浇注
A:压力铸造 B:消失模铸造 C:金属型铸造 D:熔模铸造
A:冲孔凸模的尺寸减间隙 B:基本尺寸 C:基本尺寸加间隙 D:基本尺寸减间隙
温馨提示支付 ¥5.00 元后可查看付费内容,请先翻页预览!